Final rain forest accoutrement underway.
Some octagonal stock in the chuck and a CNC profile for the lathe to follow.

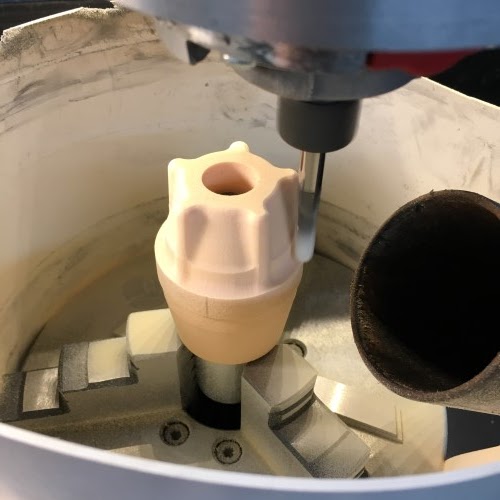
Profile done.

A light sanding.

Drill and tap the blank (because one may as well).

The hardest part of this was making the brass M10 studs from scratch because I had no threaded stock on hand nor any bolts that could be sacrificed.

Once the epoxy holding the studs in place dries, I can flip the part and sand the pommel.

Finished parts before oiling.

Just a touch nicer than their molded ABS cousins IMHO.